Im „Präzisionsaufbau“ von Lithium-Ionen-Batterien bilden Kathode, Anode, Elektrolyt und Separator die vier Kernmaterialien. Obwohl die Membran nicht direkt an der elektrochemischen Reaktion beteiligt ist, spielt sie als „Sicherheitsschutz“ eine entscheidende Rolle. Sie isoliert die positiven und negativen Elektroden, um Kurzschlüsse zu verhindern, lässt aber gleichzeitig den freien Durchgang der Lithium-Ionen zu. Selbst kleinste Unregelmäßigkeiten – wie Grate, Löcher oder Maßabweichungen – können zu erheblichen Sicherheitsproblemen wie verminderter Batterieleistung, Selbstentladung und sogar thermischem Durchgehen führen.
Daher ist die Präzision des Schneidens ein Schlüsselprozess im Rahmen der Separatorherstellung und bestimmt direkt die Qualität des Separators und die Sicherheit der Batterie. Eine Schneidgenauigkeit von bis zu ±0,1 mm ist nicht nur ein technischer Parameter, sondern auch ein bemerkenswertes technisches Meilenstein in der Herstellung von Lithiumbatterie-Separatoren. Dieser Artikel befasst sich mit dem technischen Durchbruch und den Anwendungspraktiken, die zur Erreichung dieser ultrahohen Präzision erforderlich sind.

1. Warum ist ± 0,1 mm so wichtig?
Lithiumbatterie-Separatoren, insbesondere hochwertige Nassseparatoren, zeichnen sich durch ihre ultradünne (üblicherweise 5–20 μm) und hohe Festigkeit aus, sind aber dennoch leicht zu zerreißen. Außerdem sind sie mit einer spröden Keramikschicht auf der Oberfläche beschichtet. Dies stellt hohe Anforderungen an den Schneidprozess:
1. Grate und Staub entfernen: Mikroskopisch kleine Grate und Staub, die beim Schlitzen entstehen, können den Separator durchbohren und nach dem Aufwickeln in eine Batterie interne Kurzschlüsse verursachen.
2. Absolute Maßgenauigkeit gewährleisten: Die Membranbreite muss perfekt zur Elektrodenplatte (positiv und negativ) passen. Eine zu große Membranbreite kann zu einem Kurzschluss an den Kontaktstellen mit den Anschlussfahnen führen. Ist sie zu schmal, kann sie Plus- und Minuspol nicht vollständig isolieren, was ebenfalls zu einem Kurzschluss führen kann.
3. Sorgen Sie für eine perfekte Wickelqualität: Die Wicklung muss sauber und fest sein, ohne Serpentinen (ungleichmäßige Kanten), ohne Falten und ohne Spannungskonzentration. Eine schlechte Wicklung kann bei der späteren Batterieproduktion zu Abwickelschwierigkeiten, Zugverformungen oder sogar zur direkten Verschrottung führen.
Eine Genauigkeit von ± 0,1 mm bedeutet, dass der Film, so dünn wie ein Zikadenflügel, auf einer mehrere Meter breiten Masterrolle in Dutzende schmale Streifen geschnitten wird und sein Breitenfehler auf einen Haardurchmesser begrenzt werden muss. Dies ist nicht nur ein Test der Ausrüstung, sondern auch das ultimative Ziel der Gesamtprozesskontrolle.

2. Erreichen Sie einen technologischen Durchbruch mit ultrahoher Präzision ± 0,1 mm
Herkömmliche Schneidemaschinen können die Anforderungen nur schwer erfüllen und um diese Präzision zu erreichen, sind eine Reihe interdisziplinärer Technologieintegrationen und Durchbrüche erforderlich.
1. Optimierung der mechanischen Plattform und Dynamik mit höchster Präzision
• Luftgefederte Welle mit „Zero Backlash“: Die Abwickel-, Antriebs- und Wickelrollen des Kerns sind mit Luftfederung ausgestattet, um eine berührungs- und reibungsfreie Übertragung zu gewährleisten. Dadurch werden Vibrationen, Rückschläge und Verschleiß, die mit herkömmlichen Getrieben einhergehen, vollständig eliminiert und die Grundlage für eine reibungslose Spannungsregelung geschaffen.
• Integriertes Gusseisenbett und Präzisionsführungen: Das integrierte Gusseisenbett mit hoher Steifigkeit und hohen Dämpfungseigenschaften kann beim Schneiden entstehende Vibrationen effektiv absorbieren und unterdrücken. Alle Bewegungseinheiten sind auf Präzisionslinearführungen montiert, um Geradlinigkeit und Betriebsstabilität zu gewährleisten.
• Dynamisches Massenausgleichssystem: Große Änderungen der Spulenmasse können bei hohen Geschwindigkeiten das Systemgleichgewicht stören. Die moderne Schneidemaschine ist mit einem dynamischen Echtzeit-Ausgleichssystem ausgestattet, das durch Qualitätsänderungen verursachte Vibrationen durch Gegengewichte oder aktive Steuerungstechnologie ausgleicht und so die Stabilität des gesamten Prozesses gewährleistet.
2. Intelligente Spannungsregelung – die „Seele“ der Technologie
Die Spannung ist das Herzstück des Längsschneidens. Ist die Spannung zu groß, wird die Folie gedehnt oder reißt sogar. Ist sie zu gering, bilden sich durch den Wickeldurchhang Falten. Um eine Genauigkeit von ± 0,1 mm zu erreichen, ist eine präzise Mikrospannungsregelung im Millinumerikbereich (mN) erforderlich.
• Vollständige Spannungsrückmeldung im geschlossenen Regelkreis: Das System überwacht die Spannung jedes Abschnitts (Abwickeln, Ziehen, Aufwickeln) in Echtzeit durch hochpräzise Spannungssensoren und gibt die Daten an die zentrale Steuerung (SPS) zurück.
• Mehrstufige Verjüngungsregelung: Das System berechnet und gibt automatisch die optimale Spannungsverjüngungskurve entsprechend der Änderung des Rollendurchmessers aus und stellt so sicher, dass die Spannung von der leeren bis zur vollen Rolle immer im besten Zustand ist und Fehler wie „Chrysanthemenmuster“ und „Kohlfalten“ vermieden werden.
• Aktives Führungssystem (EPC): Installieren Sie vor dem Abwickeln, Schneiden und Aufwickeln hochpräzise CCD- oder Ultraschallsensoren, überwachen Sie die Position der Membrankante in Echtzeit und optimieren Sie sie durch Antriebsrollen mit Servomotor, um sicherzustellen, dass sich das Band beim Schneiden und Aufwickeln immer auf dem richtigen Weg befindet. Dies ist der Schlüssel dazu, saubere Kanten und keine Schlangenbildung zu gewährleisten.

3. Präzisions-Schneidwerkzeugsystem
• Werkzeugmaterial und -verfahren: Die Schneidklinge muss aus ultrahartem, verschleißfestem pulvermetallurgischem Schnellarbeitsstahl oder Wolframstahl bestehen und einer Nanobeschichtungsbehandlung und einem Präzisionsschliff unterzogen werden, um scharfe und langlebige Schneidkanten zu gewährleisten.
• Werkzeugaufbau: Meistens wird der Schneidmodus „oberer und unterer Kreisschneider“ (Scherschneiden) verwendet. Das obere Messer ist ein scharfes Hartmetallmesser, das untere Messer ein Messer aus gehärtetem Stahl mit hoher Härte. Überlappung und Schnitttiefe zwischen den beiden Messern können im Mikrometerbereich eingestellt werden, um saubere Schnitte mit minimaler Grat- und Staubbildung zu erzielen.
• Werkzeughalter mit hoher Steifigkeit: Der Werkzeughalter und die Werkzeugaufnahme müssen extrem steif sein, um den beim Schneiden entstehenden seitlichen Kräften standzuhalten und sicherzustellen, dass alle Klingen bei hohen Geschwindigkeiten in Position bleiben.
4. Intelligentes Steuerungssystem und digitaler Zwilling
Integrierte SPS und HMI: Moderne Schneidemaschinen werden von einer leistungsstarken SPS koordiniert, um alle Module wie Bewegungssteuerung, Spannungsregelung und Temperaturregelung zu koordinieren. Die benutzerfreundliche Mensch-Maschine-Schnittstelle (HMI) ermöglicht dem Bediener das Abrufen von Rezeptparametern mit einem Klick, wodurch menschliche Fehler erheblich reduziert werden.
• Datenerfassungs- und Überwachungssystem (SCADA): Maschinenbetriebsdaten (Geschwindigkeit, Spannung, Druck, Temperatur usw.) werden aufgezeichnet und zur Prozessoptimierung, Fehlervorhersage und Rückverfolgbarkeit der Produktqualität analysiert.
• Digitaler Zwilling: Die modernste Technologie besteht darin, ein digitales Modell einer physischen Schneidemaschine in einem virtuellen Raum zu erstellen. Vor dem eigentlichen Schneiden können Simulationen und Parametervoreinstellungen in einer virtuellen Umgebung durchgeführt werden, um die optimale Lösung zu finden. Dadurch werden die Kosten für Versuch und Irrtum sowie Materialverschwendung erheblich reduziert.
3. Anwendungspraxis: Vom Labor zur Massenproduktion
Technologische Durchbrüche dienen letztlich der Produktion. In der Anwendungspraxis ist neben der Ausrüstung selbst auch das Prozess-Know-how von Bedeutung.
• Einstellung des Messerabstands und des Schnittvolumens: Um die besten Parameter zu finden, ist eine wiederholte Fehlersuche entsprechend der Membrandicke, der Beschichtungseigenschaften, der Feuchtigkeit usw. erforderlich. Dies beruht auf einer großen Menge experimenteller Daten und der Erfahrung der Ingenieure.
• Ausgleich der Schneidgeschwindigkeit: Streben Sie nach Effizienz und gewährleisten Sie gleichzeitig Präzision und Qualität. Bei ultradünnen Membranen ist Geschwindigkeit nicht immer besser und es muss die goldene Balance zwischen Qualität und Effizienz gefunden werden.
• Umweltkontrolle: Eine saubere Produktionsumgebung mit konstanter Temperatur und Luftfeuchtigkeit ist entscheidend, um Feuchtigkeitsaufnahme und Verformung der Membran sowie Staubverschmutzung zu verhindern.
• Synergie zwischen Menschen und Fähigkeiten: Selbst die intelligenteste Ausrüstung erfordert hochqualifiziertes Bedien- und Wartungspersonal. Sie müssen die Prinzipien und die Prozesslogik der Ausrüstung verstehen und in der Lage sein, auf verschiedene Notfälle zu reagieren und Feineinstellungen vorzunehmen.
Abschluss
Die Schnittgenauigkeit von ± 0,1 mm ist das Ergebnis der umfassenden Integration multidisziplinärer Technologien wie Maschinenbau, Materialwissenschaft, Automatisierungstechnik und künstlicher Intelligenz. Sie markiert einen Sprung in der Lithiumbatterie-Ausrüstungsindustrie von „verwendbar“ über „benutzerfreundlich“ bis hin zu „extremer Präzision“.
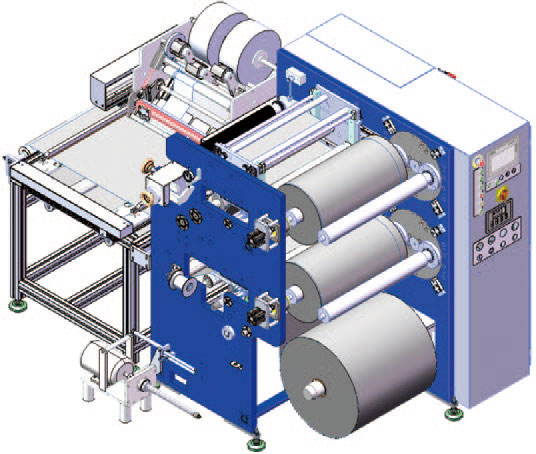
Diese scheinbar gewöhnliche Anlage zum Schneiden großer Rollen in kleine Rollen ist in Wirklichkeit der Held hinter den Kulissen, der die hohe Sicherheit, hohe Konsistenz und lange Lebensdauer von Lithium-Ionen-Batterien gewährleistet. Mit dem Aufkommen neuer Technologien wie Festkörperbatterien und dünneren Membranen werden die Anforderungen an die Schneidgenauigkeit weiter steigen. Dieser Technologiewettbewerb um den „Millimeterkampf“ wird die gesamte Lithiumbatterieindustrie weiter voranbringen.
 New Energy Film MOP-Schneidemaschine
New Energy Film MOP-Schneidemaschine Kupferfolienschneider (RSDS7H) 1350
Kupferfolienschneider (RSDS7H) 1350 Kupferfolien-Schneidemaschine RSDS7H 1350 PLUS
Kupferfolien-Schneidemaschine RSDS7H 1350 PLUS





